Dans le secteur de la fabrication additive métallique deux procédés font l’objet actuellement d’un battage médiatique et se répandent dans de nombreuses industries, en particulier dans l’aérospatiale : la fusion sélective par laser (SLM) et le dépôt de métal au laser (LMD). Leur complexité liée en partie aux caractéristiques et à la maîtrise du laser conduit les concepteurs de ces procédés à observer le phénomène de dépôt dynamiquement par le biais de caméras sensibles dans la bande spectrale SWIR.
Principe de fonctionnement de la Fusion Sélective par Laser –SLM
Dans le procédé SLM, un laser est focalisé et balaye un lit de poudre induisant la fusion locale du métal sur une couche. La poudre est ensuite répandue à nouveau pour les couches suivantes. Le dépôt de métal au laser (LMD) est très similaire au SLM, mais la poudre métallique est chauffée par le laser en même temps qu’elle est projetée de la tête du laser jusqu’à la surface.
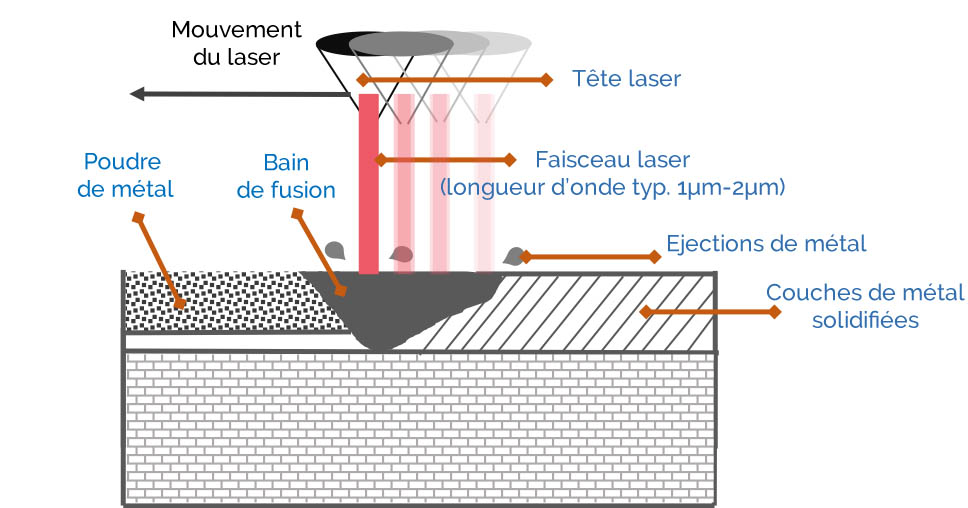
SLM et LMD sont des procédés très complexes comparés aux techniques d’impression 3D plus courantes telles que la fabrication par filament fondu (FFF). La compréhension et le contrôle de la physique de la formation du bain de fusion sont absolument essentiels pour optimiser le procédé.
SWIR, l’allié de la fabrication additive par laser
L’un des composants principaux de tout processus SLM ou LMD est la source d’énergie, le laser. La source laser est responsable du transfert d’énergie vers la poudre métallique, provoquant l’élévation de la température requise pour engendrer la fusion.
Lorsqu’il s’agit de métaux, dans le secteur de l’aérospatiale ou de l’automobile, la longueur d’onde du laser doit être soigneusement sélectionnée dans une plage où le niveau d’absorption des métaux est à son maximum. Les métaux communs, tels que l’aluminium, le cuivre, le chrome, le fer, le nickel, le tungstène ou même le platine ont leur absorption maximale dans une plage de longueurs d’onde comprise entre 1 et 2 µm : c’est une bande de longueurs d’onde bien couverte par une caméra SWIR telle que la caméra WiDy Sens de New Imaging Technologies (NIT).
Les caméras NIT SWIR InGaAs offrent une réponse spectrale comprise entre 900 nm et 1,7 µm. Un laser classique Nd (YAG@ 1064nm) utilisé dans de nombreux procédés de dépôt au laser, sera donc visible par les caméras NIT SWIR.
Le fait de disposer d’informations supplémentaires « d’imagerie » ou d’analyse du bain de fusion pendant l’opération permet l’optimisation des procédés et le contrôle de la qualité.
Pour en savoir plus sur les avantages apportés par la caméra SWIR de NIT dans l’analyse, le contrôle et l’optimisation du procédé de fabrication additive par laser, téléchargez la note d’application.
