
Les vastes étendues d’eau du bassin d’Arcachon abritent un écosystème riche et diversifié dans lequel les herbiers de zostères jouent…
Imagerie
Depuis 40 ans, i2S commercialise une large gamme de produits standards et de solutions personnalisées pour la machine de vision industrielle, les applications robotiques et l'imagerie. Nous vous accompagnons dans le choix des produits pour créer les conditions fertiles à la réussite de vos projets.
Les solutions de traitement d’image avec interface CXP-12 sont utilisées dans l’assurance qualité de divers composants électroniques. Les caméras qui…

Les capteurs CMOS ont largement remplacé leurs homologues CCD dans le traitement des images. Cette technologie plus moderne s’est développée…

L’industrie du pain et de la boulangerie s’efforce d’optimiser ses processus de production dans le domaine de l’emballage et de…

L’intelligence artificielle, en particulier l’apprentissage automatique par l’apprentissage profond (Deep Learning), a un impact bénéfique énorme sur le monde en…

Lors de la conception d’un système de prise d’images d’un objet pour lequel la distance à la caméra peut varier,…

Depuis plusieurs années la 3D est devenue incontournable dans le diagnostic médical. Les modèles 3D utilisés avec l’imagerie IRM, TDM…

La lumière voyage à une vitesse de 299 792 458 mètres par seconde. En mesurant le temps parcouru par un…
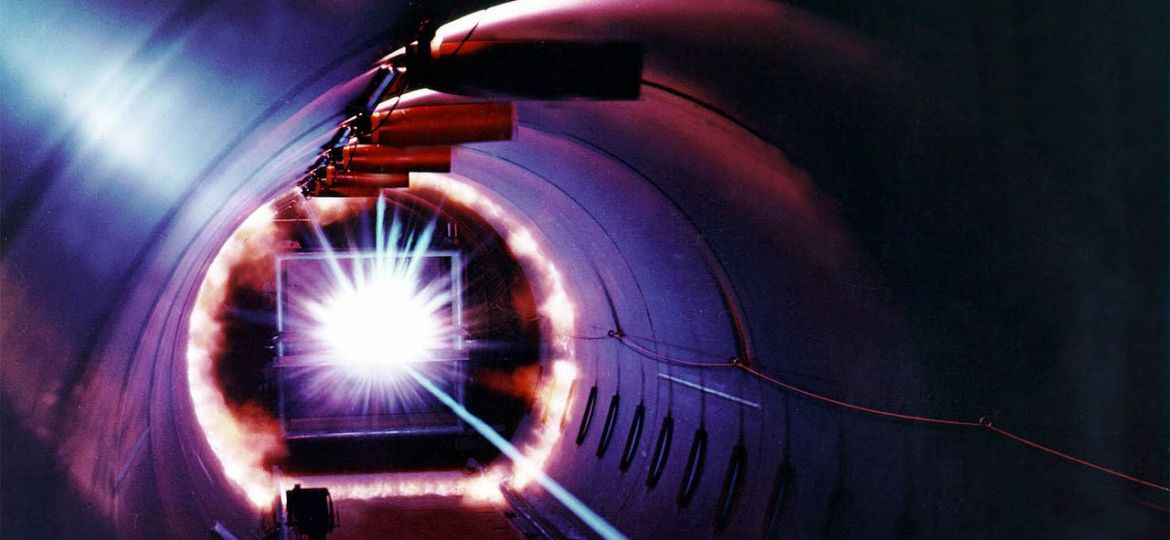
Dans le secteur de la fabrication additive métallique deux procédés font l’objet actuellement d’un battage médiatique et se répandent dans de nombreuses industries, en particulier dans l’aérospatiale : la fusion sélective par laser (SLM) et le dépôt de métal au laser (LMD). Leur complexité liée en partie aux caractéristiques et à la maîtrise du laser conduit les concepteurs de ces procédés à observer le phénomène de dépôt dynamiquement par le biais de caméras sensibles dans la bande spectrale SWIR.

L’équipe-projet Geostat de l’INRIA et I2S, PME spécialisée dans l’imagerie numérique haut de gamme dans des secteurs de haute technologie, ont formalisé leur collaboration par la création d’un laboratoire commun labellisé Inria Innovation Lab.